
環(huán)境為本/開拓創(chuàng)新/團(tuán)結(jié)協(xié)作
求真務(wù)實(shí)/堅(jiān)定誠(chéng)信/共創(chuàng)未來
全國(guó)服務(wù)熱線:15931097699
環(huán)境為本/開拓創(chuàng)新/團(tuán)結(jié)協(xié)作
求真務(wù)實(shí)/堅(jiān)定誠(chéng)信/共創(chuàng)未來


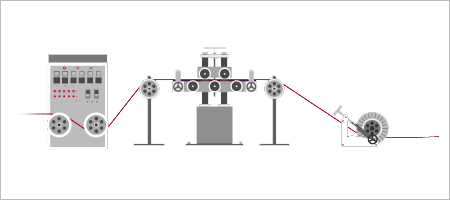
1、拉絲工序:采用先進(jìn)的一次性連拉連退拉絲技術(shù),保證導(dǎo)體單線的性能穩(wěn)定及電阻率合格,提高單線的延展性和導(dǎo)電性能。
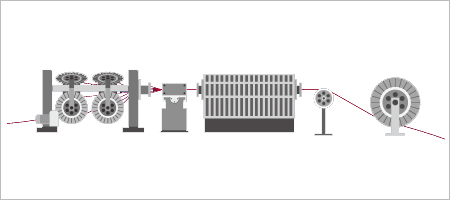
2、絞線工序:生產(chǎn)環(huán)節(jié)之間是環(huán)環(huán)相拍、緊密相關(guān)的、絞線工序采用先進(jìn)的54盤叉絞機(jī)、37盤框絞機(jī)和7盤管絞的分不同工藝不同絞制,充分發(fā)揮設(shè)備及技術(shù)優(yōu)勢(shì),絞出外徑均勻、結(jié)構(gòu)穩(wěn)定、緊密整齊的各種規(guī)格導(dǎo)體,為下一個(gè)環(huán)節(jié)的生產(chǎn)打下良好基礎(chǔ)。

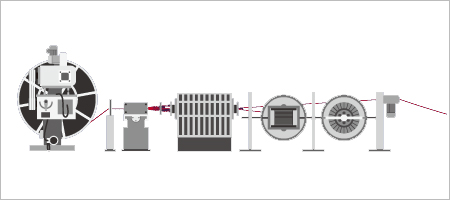
3、絕緣工序:聚氯乙稀電力電纜和交聯(lián)電纜采用不同的工藝,但兩種工藝同樣精湛。采用國(guó)際通用的直流驅(qū)動(dòng)電氣系統(tǒng)和自動(dòng)材料干燥設(shè)備,全自動(dòng)控制主機(jī)工作,使電纜絕緣層的外觀更加平整圓滑、偏心度統(tǒng)一有序,再加上35KV高壓火花測(cè)試,使電纜的介電性能更加穩(wěn)定。
4、成攬工序:充分發(fā)揮設(shè)備的性能,防止在生產(chǎn)過程的損傷及扭曲變形,鎧裝的配備先進(jìn)的鋼帶鎧裝機(jī),使電纜的鎧裝層節(jié)距均勻,包覆緊密結(jié)實(shí),使外觀更加層次分明,從而提高電纜結(jié)構(gòu)的耐壓性、穩(wěn)定性。
 公司微信二維碼
公司微信二維碼